Ziel des Vorhabens ist die Entwicklung eines Verfahrens zur Prognose der Turbinengitterleistung und der akustischen Charakteristik der Großausführung auf Basis von Modellversuchen. Weiterlesen „Verbundvorhaben TIDALPower
„
Autor: pa
Verbundvorhaben TIDALPower
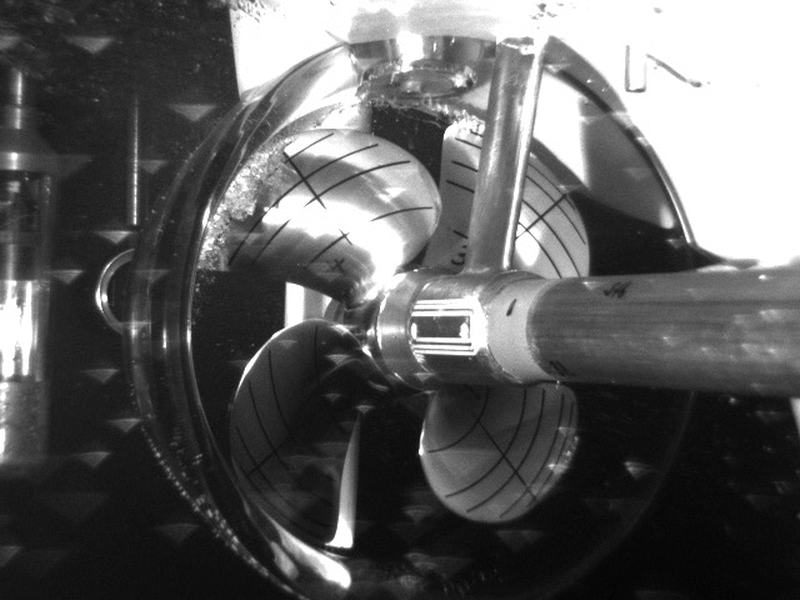
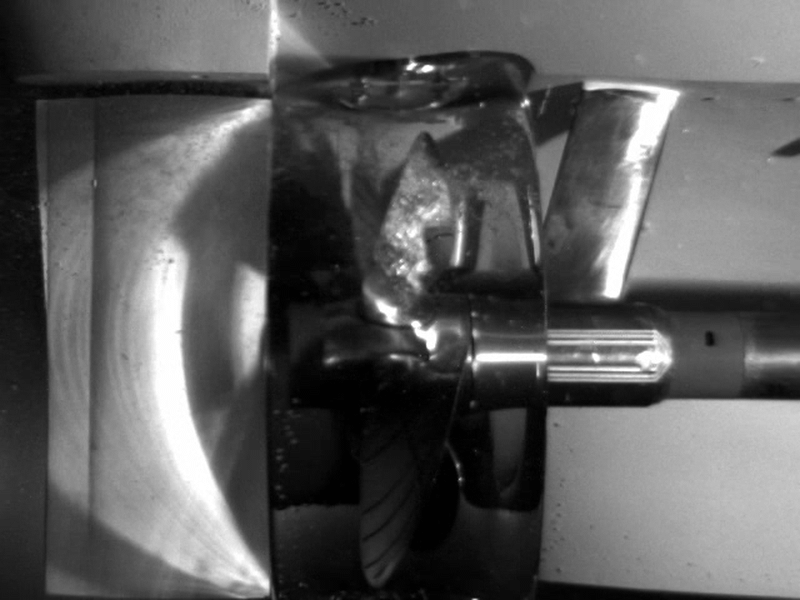
Düsenpropeller
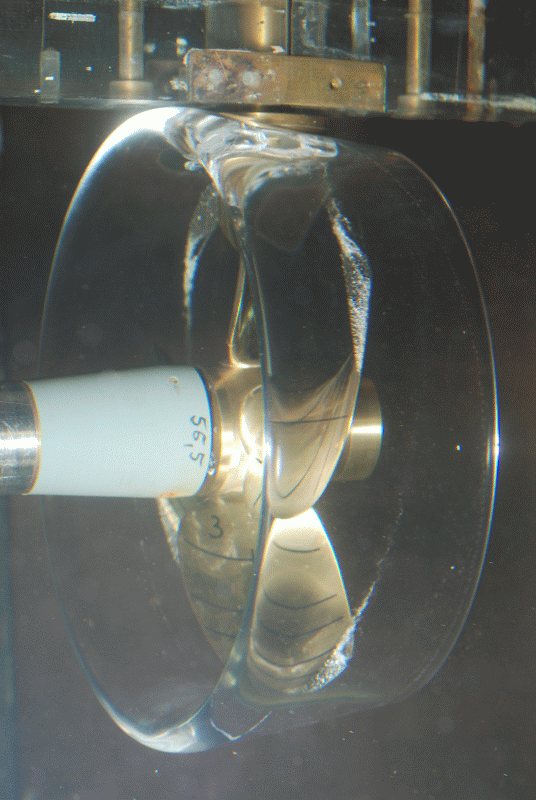
Eine Düse ist eine hydrodynamisch optimierte Ummantelung der Flügelspitzen des Propellers. Die Kombination von Propeller und Düse wird als Düsenpropeller bezeichnet.Es gibt zwei Typen von Düsen, die Beschleunigungs- und die Verzögerungsdüse. Die Verzögerungsdüse bewirkt eine Verringerung der Anströmgeschwindigkeit und einen Anstieg des Druckes in der Propellerebene. Verzögerungsdüsen werden deshalb zur Verringerung der Kavitationsgefährdung bei schnellen Schiffen verwendet.
Die Beschleunigungsdüse bewirkt eine Erhöhung der Anströmgeschwindigkeit und damit eine Entlastung des Propellers. Düsenpropeller mit einer Beschleunigungsdüse werden für hochbelastete Propeller und Propeller mit beschränktem Durchmesser eingesetzt.
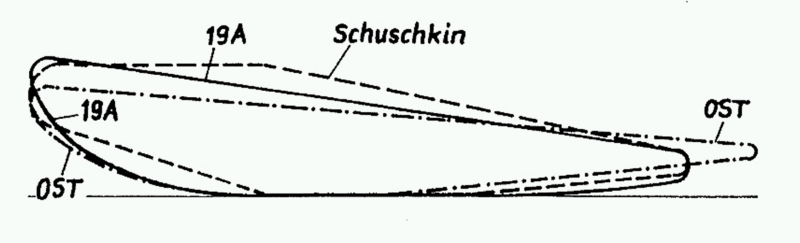
Die SVA Potsdam arbeitet seit ihrer Gründung 1953 an der Entwicklung und Optimierung von Düsenpropellern für Binnen- und Fischereischiffe sowie Schlepper und Thruster. Neben konventionellen Düsenpropellern (Wageningen, Schuschkin, OST) wurden insbesondere unkonventionelle und teilintegrierte Düsen sowie Verstellpropellerkonzepte intensiv untersucht.
Auf der Basis von Serienversuchen mit einer Kombination aus Propellern der Wageningen B-Serie und OST-Düsen wurden im Rahmen eines FuE-Vorhabens Polynomkoeffizienten für Düsenpropellersysteme mit OST-Düsen [10] erarbeitet. Das Profil der OST-Düse erhöht auch bei geringeren Schubbelastungen den Massenfluss durch die Propellerfläche und bewirkt eine Strahlaufweitung am Austritt der Düse. Die Kennwerte von Düsenpropellern mit OST-Düsen können mit den Polynomkoeffizienten berechnet und für die Propulsionsprognose verwendet werden.
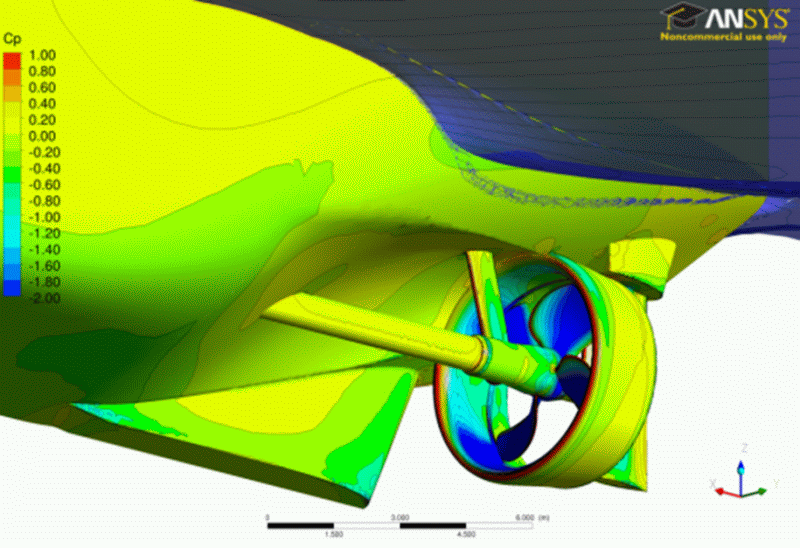
Auf dem Gebiet der CFD-Berechnungen wurden Forschungsvorhaben zu Düsenpropellerberechnungen in enger Kooperation mit der ANSYS Germany GmbH bearbeitet. Aufbauend auf den entwickelten Methoden wurden im FuE-Vorhaben „Korrelation Z-Antrieb mit Düsenpropeller“ systematische numerische Berechnungen von Düsenpropellern zur Entwicklung eines Verfahrens zur Reynoldszahlkorrektur (Umrechnung von Modellversuchsergebnissen auf die Großausführung) realisiert.
Die Weiterentwicklung und Validierung der Pfahlzug- und Propulsionsprognose für Schlepper mit großen Antriebsleistungen war Gegenstand von FuE-Vorhaben und Industrieprojekten. In den FuE-Vorhaben „Erhöhung der Entwurfssicherheit von Düsenpropellersystemen unter Pfahlzugbedingungen“ und „Reynoldszahleinflüsse auf die Pfahlzugprognose“ [5], [6] wurden der Einfluss der Kavitation und des Maßstabes auf den Pfahlzug von Schleppern mit Düsenpropellern herausgearbeitet. Mit diesen Ergebnissen kann im Entwurfsstadium das Risiko eines Schubabfalls des Düsenpropellers ermittelt werden.
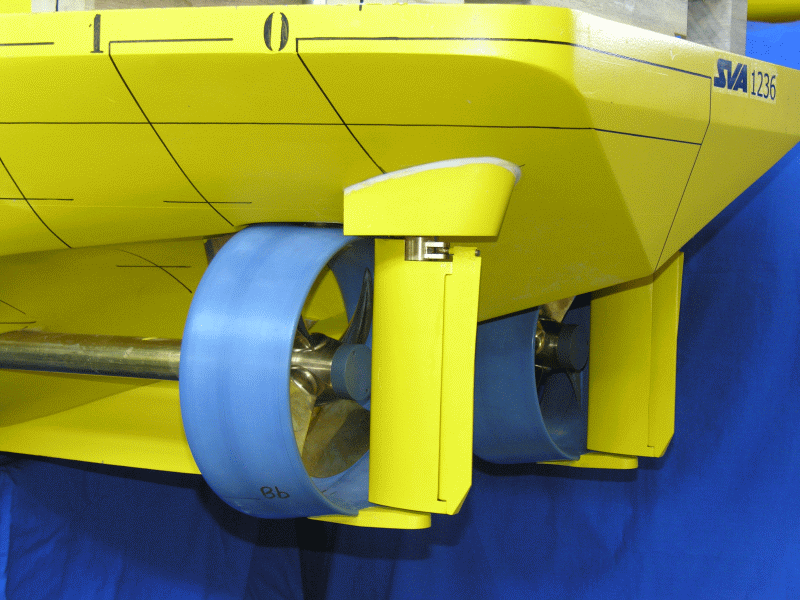
Im FuE-Vorhaben „Prognosesicherheit für den Leistungsbedarf von Schleppern mit Düsenpropellersystemen“ wurden Geosim-Versuche und Berechnungen für Schlepper im Propulsionspunkt durchgeführt. Die Ergebnisse dieser Untersuchungen sind in die Propulsionsprognoseverfahren für Schiffe mit Düsenpropellern eingeflossen.


Themenbezogene Referenzen/Forschungsprojekte
[1] Abdel-Maksoud, M.: Convergence Study of Viscous Flow Computations Around a High Loaded Nozzle Propeller, Numerical Towing Tank Symposium NuTTS 2000, Tjärnö, Sweden, September 2000
[2] Abdel-Maksoud, M., Heinke, H.-J.: Scale Effects on Ducted Propellers, 24th Symposium on Naval Hydrodynamics, Fukuoka, Japan, July 2002
[3] Gutsche, F.: Düsenpropeller in Theorie und Experiment, Jahrbuch der STG, Bd.53, 1959
[4] Heinke, H.-J., Philipp, O.: Development of a skew blade shape for ducted controllable pitch propeller systems”, Proceedings, PROPCAV’95, Newcastle, 1995
[5] Heinke, H.-J., Hellwig, K.: Aspekte der Pfahlzugprognose für Schlepper großer Leistung, 104. Hauptversammlung der STG, Hamburg, November 2009
[6] Mertes, P., Heinke, H.-J.: Aspects of the Design Procedure for Propellers Providing Maximum Bollard Pull, ITS 2008, Singapore, May 2008
[7] Philipp, O., Heinke, H.-J., Müller, E.: Die Düsenform – ein relevanter Parameter der Effizienz von Düsen-Propeller-Systemen, STG-Sprechtag „Hydrodynamik schneller Schiffe und ummantelter Propeller“, Berlin, Potsdam, September 1993
[8] Philipp, O., Heinke, H.-J., Binek, H.: Contribution of Hydrodynamics for the Calculation of Ducted Units for Ships at Shallow Water, HYDRONAV’ 95, Gdansk, November 1995
[9] Schroeder, G.: Wirkungsgrad von Düsenpropellern mit unterschiedlicher Düsen- und Propellerform, Schiffbautechnik 17 (1967) 8
[10] Schulze, R., Manke, H.: Propellersysteme mit Ostdüsen, HANSA, 137 (2000) 2
Manövrieren
Untersuchungen zum Manövrierverhalten, die aufgrund des beschränkten Platzes und hoher Geschwindigkeit nicht in den Versuchsanlagen der SVA durchgeführt werden können, erfolgen im Freiland. Das Bewegungsverhalten des Modells wird über ein DGPS-System sowie durch einen LASER-optischen Kreisel erfasst. Es können alle erforderlichen Manöver entweder handgesteuert oder automatisiert gefahren werden. Zudem werden sogenannte Quellmanöver realisiert, um mittels einer Systemidentifikation das mathematische Bewegungsmodell ableiten zu können.


Themenbezogene Referenzen/Forschungsprojekte
[1] Steinwand, M.: System identification of manoeuvring ship models, SVA-CTO-Meeting, Juni 2004
[2] Steinwand, M.: Optimierung des Stoppmanövers von Schiffen mit Verstellpropellern und Hybridantrieben, 9. SVA-Forschungsforum „Theoria cum praxi“, Potsdam, Januar 2016
3D-Drucker – Rapid Prototyping Technologie

Für die Herstellung von Bauteilen mit komplexer Geometrie und sehr kleinen Toleranzen steht ein 3D Drucker Eden350V zur Verfügung. Das Kunststoffmaterial wird in Schichten von 16 µm aufgebaut und mittels UV-Licht gehärtet. Diese Methode erlaubt die Fertigung von Objekten beliebiger Geometrie mit höchster Präzision.
Technische Daten |
|||
| Max. Bauteillänge | x-Achse | [mm] | 340 |
| y-Achse | [mm] | 340 | |
| z-Achse | [mm] | 340 | |
| Auflösung | Schichtdicke | [µm] | 16 |
| x-Achse | [dpi] | 600 | |
| y-Achse | [dpi] | 600 | |
| z-Achse | [dpi] | 1600 | |
| Genauigkeit | Bauteile >= 50 mm | [µm] | 200 |
| Bauteile < 50 mm | [µm] | 20…85 | |

3D-Scanner

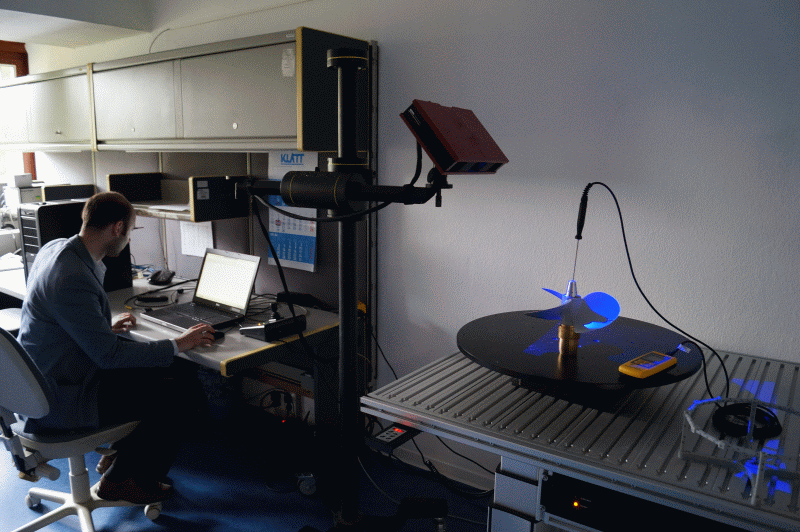
Die SVA verfügt über ein 3D-Scannersystem (ATOS Core 300) mit folgenden Parametern:
- Genauigkeit 18 µm
- Objektgröße bei hoher Genauigkeit (18 µm) 300 x 230 x 300 mm³
- Objektgröße bei geringerer Genauigkeit (50 µm) 600 x 600 x 600 mm³
- Manuelle zwei Achsen Verstelleinrichtung (Hubtisch, Drehtisch)
- Projektion von 3D-Elementen
- Automatische Berichtserstellung
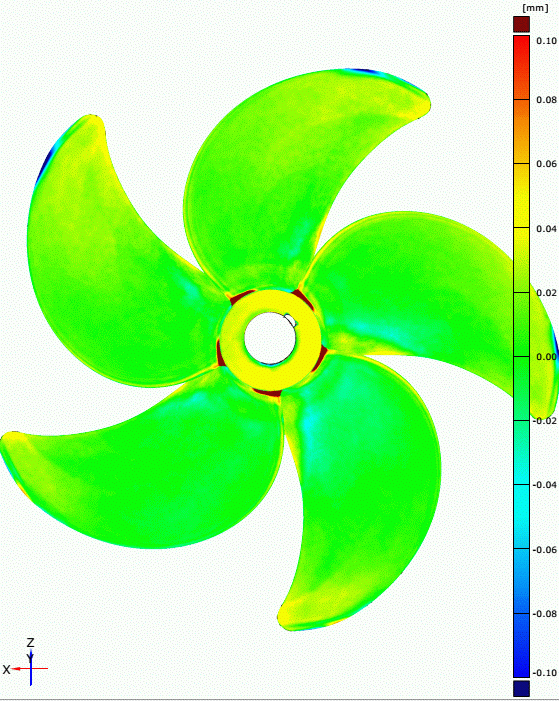
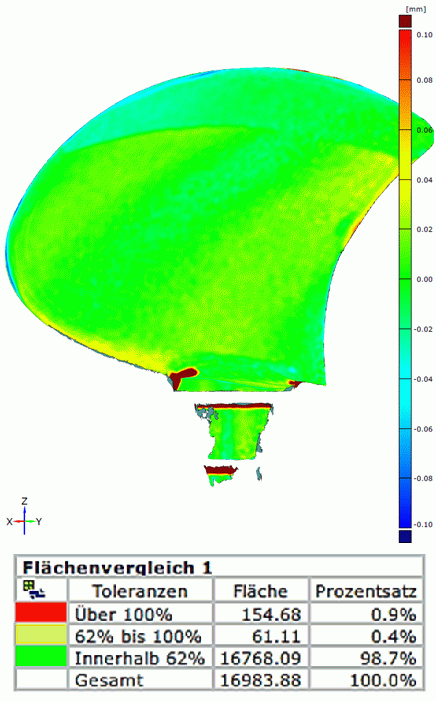
Das ATOS Core 300 wird wie folgt in der Fertigung und Gütekontrolle genutzt:
- Scannen der Geometrie nach dem Fräsen (Modell befindet sich noch im Fräsblock), wenn das vorgegebene Aufmaß örtlich nicht erreicht wurde, wird der Fräsprozess weitergeführt
- Scannen des Modells nach der Herauslösung aus dem Fräsblock, Auswertung des Soll-Ist-Vergleichs mit Mitarbeitern der Werkstatt zur Präzisierung der Arbeitsschritte in der manuellen Endfertigung
- Scannen des Modells nach Fertigstellung, Analyse des Soll-Ist-Vergleichs und Erstellung des Nachweises über die Einhaltung der Qualitätskriterien, Erstellung eines Prüfberichtes
Weiterhin werden mit dem 3D-Scanner Geometrien von vorhandenen Messsystemen, Bauteilen, Versuchsobjekten erfasst und für die Verwendung in neuen Versuchsanordnungen bereitgestellt.

Schiffsmodellfertigung

Die Schiffsmodellrohlinge werden aus stabverleimten Abachiholz hergestellt.
Wasserstrahlschneidanlage
Die Bauteile werden rechnergestützt erstellt und mittels einer Hochdruck-Wasserstrahlschneidanlage gefertigt (3500 bar). Die Anlage schneidet die Teile passgenau und in schneller Abfolge effizient aus. Die Wasseraufnahme der Schnittteile ist sehr gering und lässt eine Weiterverarbeitung der Rohlinge nach einer Trockenzeit von einem Tag zu. Die Maschine hat einen Arbeitsbereich von 2000 mm x 4000 mm und ist darüber hinaus in der Lage bis zu 120 mm Stahl zu schneiden.
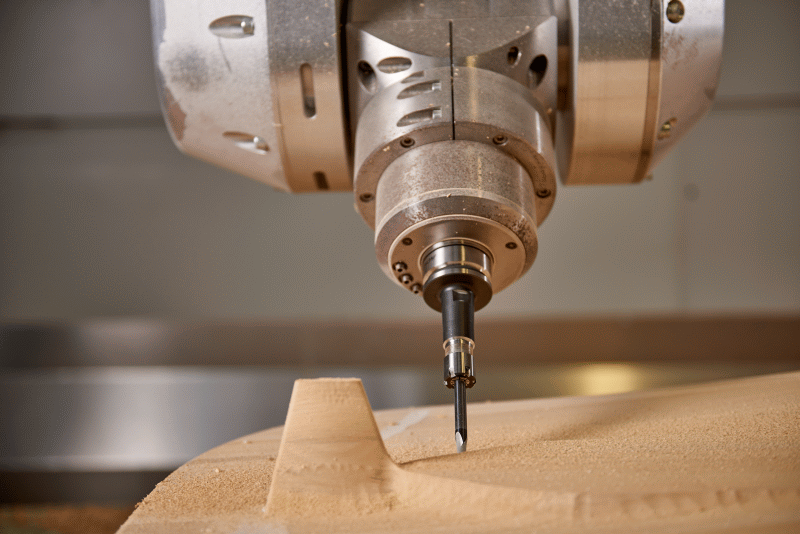
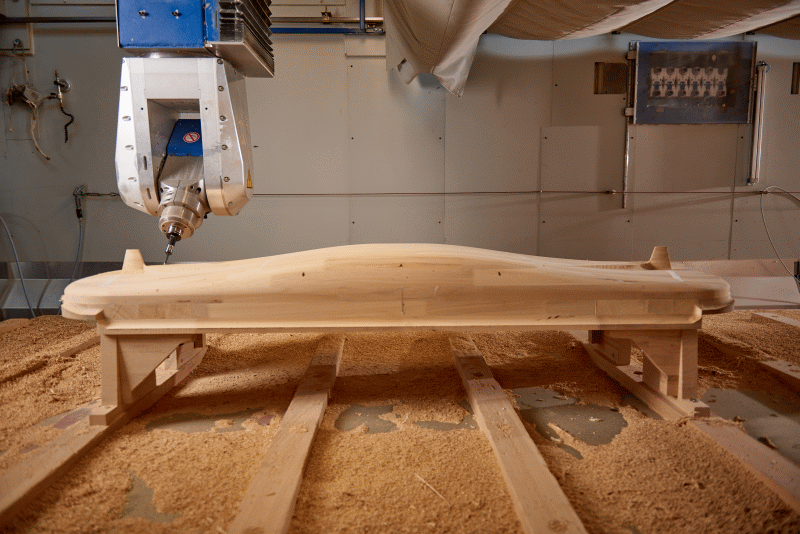
5-Achs-Fräsmaschine
Die verleimten Schiffsrohlinge werden auf der 5-Achs-Fräsmaschine, Fabrikat Huber& Grimme, mit Hilfe von Schrupp- und Schlichtfräsoperationen komplett bearbeitet und erreichen dabei ein nahezu perfektes Oberflächenfinish. Mit einem einmaligen manuellen Oberflächenschliff nach dem Fräsprozess ist das Modell zur weiteren Bearbeitung vorbereitet. Mit dem Einsatz der 5-Achs-Fräse werden die Anforderungen der ITTC hinsichtlich der Genauigkeit von Schiffsmodellen erfüllt (±1 mm, 0.5 % Lpp). Die Maschine hat ein maximalen Arbeitsbereich von 8000 mm x 2500 mm x 1200 mm, eine Bearbeitungsgeschwindigkeit von bis zu 40 m/min und eine maximale Drehzahl von 24000 U/min.