Ziel des Verbundprojektes ist, wesentliche Grundlagen zu Weiterentwicklung, Transport und Installation von Offshore-Wind-Strukturen zu legen: Weiterlesen „Verbundvorhaben EVIW
„
Autor: pa
Verbundvorhaben EVIW
Verbundvorhaben PropNoise – Sopran –
Das Hauptziel des Vorhabens ist die Entwicklung und die Validierung von numerischen Methoden und das Erstellen von Handlungsanweisung für die Berechnung der Harmonischen und des breitbrandigen Geräuschspektrums von Schiffspropellern. Weiterlesen „Verbundvorhaben PropNoise – Sopran –
„
SWIP-CFD
Ziel des Vorhabens ist die Erstellung einer schnellen und genauen Widerstandsprognose für schnelle Schiffe im Gleitzustand mit Hilfe von CFD-Berechnungen, ohne auf umfangreiche Modellversuche zurückgreifen zu müssen. Weiterlesen „SWIP-CFD
„
CAPiTan – Complete Auto Pilot Tank Testing
Ziel des geplanten Vorhabens ist es, eine Versuchstechnologie zu entwickeln, zu erproben und zu etablieren, die es ermöglicht, die akustische Signatur eines Schiffsmodells mit verbesserter Genauigkeit und Reproduzierbarkeit zu erfassen. Weiterlesen „CAPiTan – Complete Auto Pilot Tank Testing
„
Verbundvorhaben TIDALPower
Ziel des Vorhabens ist die Entwicklung eines Verfahrens zur Prognose der Turbinengitterleistung und der akustischen Charakteristik der Großausführung auf Basis von Modellversuchen. Weiterlesen „Verbundvorhaben TIDALPower
„
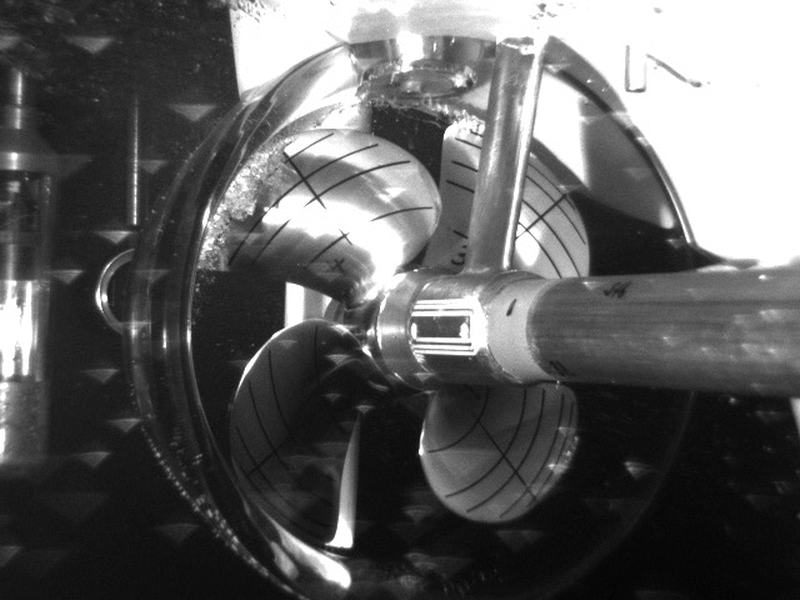
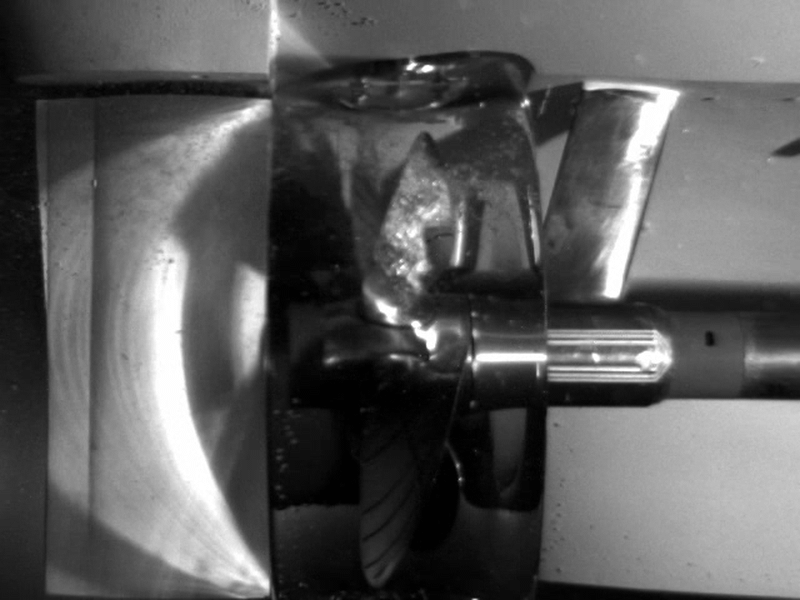
Düsenpropeller
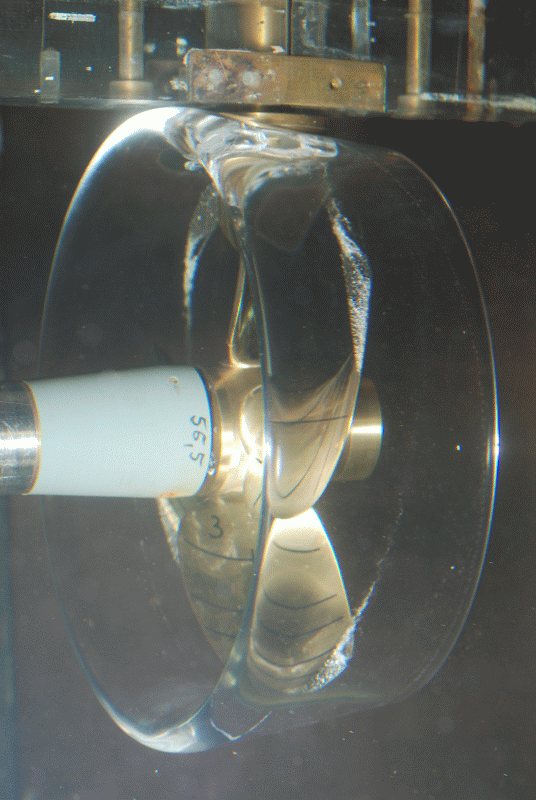
Eine Düse ist eine hydrodynamisch optimierte Ummantelung der Flügelspitzen des Propellers. Die Kombination von Propeller und Düse wird als Düsenpropeller bezeichnet.Es gibt zwei Typen von Düsen, die Beschleunigungs- und die Verzögerungsdüse. Die Verzögerungsdüse bewirkt eine Verringerung der Anströmgeschwindigkeit und einen Anstieg des Druckes in der Propellerebene. Verzögerungsdüsen werden deshalb zur Verringerung der Kavitationsgefährdung bei schnellen Schiffen verwendet.
Die Beschleunigungsdüse bewirkt eine Erhöhung der Anströmgeschwindigkeit und damit eine Entlastung des Propellers. Düsenpropeller mit einer Beschleunigungsdüse werden für hochbelastete Propeller und Propeller mit beschränktem Durchmesser eingesetzt.
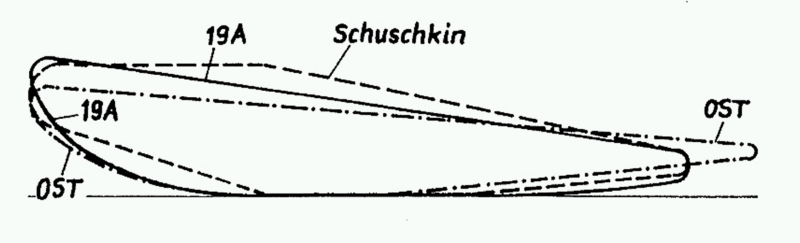
Die SVA Potsdam arbeitet seit ihrer Gründung 1953 an der Entwicklung und Optimierung von Düsenpropellern für Binnen- und Fischereischiffe sowie Schlepper und Thruster. Neben konventionellen Düsenpropellern (Wageningen, Schuschkin, OST) wurden insbesondere unkonventionelle und teilintegrierte Düsen sowie Verstellpropellerkonzepte intensiv untersucht.
Auf der Basis von Serienversuchen mit einer Kombination aus Propellern der Wageningen B-Serie und OST-Düsen wurden im Rahmen eines FuE-Vorhabens Polynomkoeffizienten für Düsenpropellersysteme mit OST-Düsen [10] erarbeitet. Das Profil der OST-Düse erhöht auch bei geringeren Schubbelastungen den Massenfluss durch die Propellerfläche und bewirkt eine Strahlaufweitung am Austritt der Düse. Die Kennwerte von Düsenpropellern mit OST-Düsen können mit den Polynomkoeffizienten berechnet und für die Propulsionsprognose verwendet werden.
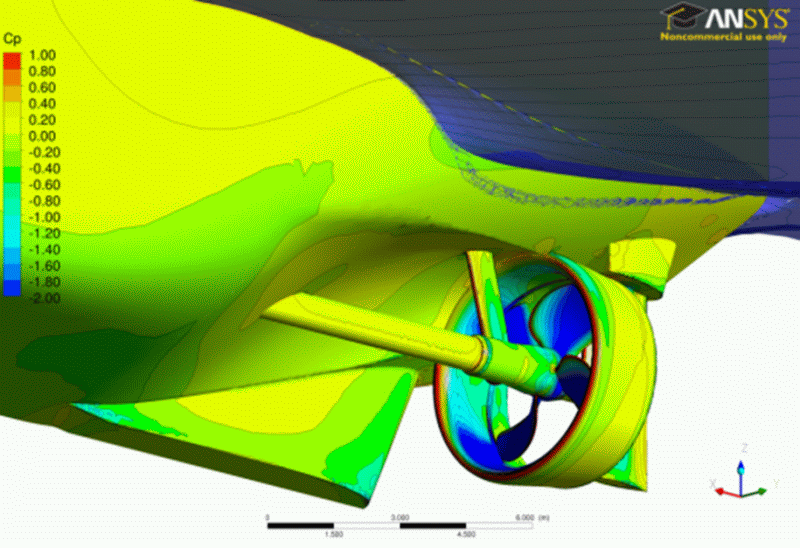
Auf dem Gebiet der CFD-Berechnungen wurden Forschungsvorhaben zu Düsenpropellerberechnungen in enger Kooperation mit der ANSYS Germany GmbH bearbeitet. Aufbauend auf den entwickelten Methoden wurden im FuE-Vorhaben „Korrelation Z-Antrieb mit Düsenpropeller“ systematische numerische Berechnungen von Düsenpropellern zur Entwicklung eines Verfahrens zur Reynoldszahlkorrektur (Umrechnung von Modellversuchsergebnissen auf die Großausführung) realisiert.
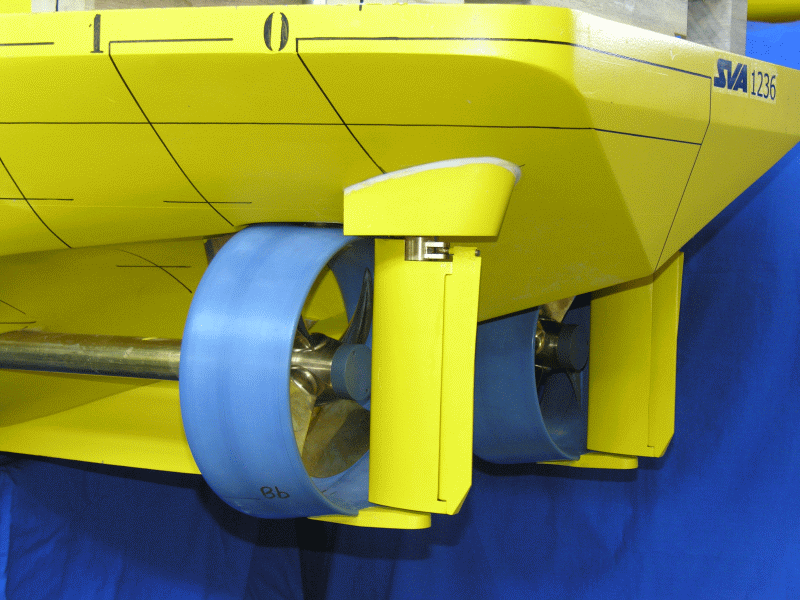
Die Weiterentwicklung und Validierung der Pfahlzug- und Propulsionsprognose für Schlepper mit großen Antriebsleistungen war Gegenstand von FuE-Vorhaben und Industrieprojekten. In den FuE-Vorhaben „Erhöhung der Entwurfssicherheit von Düsenpropellersystemen unter Pfahlzugbedingungen“ und „Reynoldszahleinflüsse auf die Pfahlzugprognose“ [5], [6] wurden der Einfluss der Kavitation und des Maßstabes auf den Pfahlzug von Schleppern mit Düsenpropellern herausgearbeitet. Mit diesen Ergebnissen kann im Entwurfsstadium das Risiko eines Schubabfalls des Düsenpropellers ermittelt werden.
Im FuE-Vorhaben „Prognosesicherheit für den Leistungsbedarf von Schleppern mit Düsenpropellersystemen“ wurden Geosim-Versuche und Berechnungen für Schlepper im Propulsionspunkt durchgeführt. Die Ergebnisse dieser Untersuchungen sind in die Propulsionsprognoseverfahren für Schiffe mit Düsenpropellern eingeflossen.


Themenbezogene Referenzen/Forschungsprojekte
[1] Abdel-Maksoud, M.: Convergence Study of Viscous Flow Computations Around a High Loaded Nozzle Propeller, Numerical Towing Tank Symposium NuTTS 2000, Tjärnö, Sweden, September 2000
[2] Abdel-Maksoud, M., Heinke, H.-J.: Scale Effects on Ducted Propellers, 24th Symposium on Naval Hydrodynamics, Fukuoka, Japan, July 2002
[3] Gutsche, F.: Düsenpropeller in Theorie und Experiment, Jahrbuch der STG, Bd.53, 1959
[4] Heinke, H.-J., Philipp, O.: Development of a skew blade shape for ducted controllable pitch propeller systems”, Proceedings, PROPCAV’95, Newcastle, 1995
[5] Heinke, H.-J., Hellwig, K.: Aspekte der Pfahlzugprognose für Schlepper großer Leistung, 104. Hauptversammlung der STG, Hamburg, November 2009
[6] Mertes, P., Heinke, H.-J.: Aspects of the Design Procedure for Propellers Providing Maximum Bollard Pull, ITS 2008, Singapore, May 2008
[7] Philipp, O., Heinke, H.-J., Müller, E.: Die Düsenform – ein relevanter Parameter der Effizienz von Düsen-Propeller-Systemen, STG-Sprechtag „Hydrodynamik schneller Schiffe und ummantelter Propeller“, Berlin, Potsdam, September 1993
[8] Philipp, O., Heinke, H.-J., Binek, H.: Contribution of Hydrodynamics for the Calculation of Ducted Units for Ships at Shallow Water, HYDRONAV’ 95, Gdansk, November 1995
[9] Schroeder, G.: Wirkungsgrad von Düsenpropellern mit unterschiedlicher Düsen- und Propellerform, Schiffbautechnik 17 (1967) 8
[10] Schulze, R., Manke, H.: Propellersysteme mit Ostdüsen, HANSA, 137 (2000) 2